-

Industrial Manufacturing
Industry
Viewpoints -
Welcome
Introduction
-
Industrial Manufacturing
Digital
Opportunity -
Industrial Manufacturing
Digital
Disruption -
Industrial Manufacturing
Manufacturing
Revolution -
Industrial Manufacturing
New Business
Models -
Industrial Manufacturing
Reimagining the
Supply Chain -
Oracle
What’s New
-
Estimated reading time: 1 minute
Industrial Manufacturing Industry Viewpoints
First, there was the great age of mechanization. Then came the assembly line, and mass production. Next came the IT age, and mass computerization. Now, we’re witnessing the dawn of the fourth industrial revolution. Industry 4.0 is subjecting the manufacturing sector to profound change, disrupting how things are designed, made, and consumed to an extent unprecedented for nearly two centuries.
In this ebook, we’ll explore the drivers behind industrial manufacturing’s technological transformation, and the opportunities it’s made available. We’ll discuss potential bumps in the road and the disruptive influence of technology, before examining the impact of the industrial internet of things and new as-a-service business models. We’ll consider how customer experiences are evolving, and the technologies that are enabling these changes. We’ll also examine the role of mergers and acquisitions in the manufacturing industry, and how supply chain optimization is helping to meet or exceed consumer expectations.
A manufacturing revolution is in motion. But without the right IT architecture, skillsets, talent, and global supply chain processes in place to capitalize on the technologies and data streams available, manufacturers risk missing out on this grand opportunity.
-
Estimated reading time: 5 minutes
Digital Opportunity
Industrial manufacturers have never had such a huge opportunity. Transformative new technologies are a chance to enhance innovation, reduce time to market, optimize the supply chain, and improve product quality and customer experiences. The wealth of data these technologies create and capture has the potential to produce valuable insights and new business models.
Digitization is changing industrial manufacturing—rapidly accelerating industry transformation. Businesses with the agility to embrace breakthrough technologies can capitalize on the opportunities they offer, and accelerate their own business transformation.
Game-changing technologies:

Artificial intelligence and machine learning.
According to Accenture, artificial intelligence will double the economic growth rate of 12 developed countries by 2035. Tech entrepreneur Elon Musk, meanwhile, described it as humanity’s “biggest existential threat”. The impact of artificial intelligence will be profound, and what’s certain is that it promises to transform industrial manufacturing.
AI allows businesses to automate processes usually associated with human intelligence. Today’s AI-enabled computers can recognize images, understand language, and perform complex reasoning while making decisions based on sophisticated mathematical analyses. AI enables better-informed decisions, and AI systems learn over time—becoming better at spotting new opportunities and exposing unseen risks. It augments human intelligence with powerful computing and decision-making informed by precise data analysis.
Machine learning exploits and uncovers unseen patterns in human, operational, and system activities, delivering significant benefits for all functions—extending to the enterprise ecosystem. It can help to enhance customer experience with technologies such as intelligent chatbots, and arm operational staff with the knowledge to improve performance and outcomes. For industrial manufacturing, machine learning presents an opportunity to add value through prediction, personalization, and customization.
AI and machine learning will impact the industrial manufacturing industry by:
driving new software innovation
creating new value-generation opportunities through AI-enabled product and service offerings.
Oracle is in a unique position to deliver AI across all cloud services—including Adaptive Intelligence embedded within business applications, AI services within Oracle’s cloud platform, and an AI development environment running on the high-performance compute and network infrastructure required for accelerated model training.

The industrial internet of things.
The growing importance of internet of things (IoT) technology has been widely discussed. IDC predicts the worldwide install base of IoT-connected devices will be close to 30 billion by 2020, along with a revenue opportunity of 1.7 trillion USD. The possibilities offered by IoT can be broken into two distinct parts: ‘products’ and ‘data’. IoT is giving rise to a wealth of new connected products and services—from smarthome gadgets, smartwatches, and connected cars to smart cities, assembly lines, and even entire smart factories. However, the explosive data volumes generated by an ever-growing number of connected devices is arguably an even more important factor.
75 percent of large manufacturers will update their operations with IoT and analytics-based situational awareness to mitigate risk and speed time to market. IDC FutureScape: Worldwide Manufacturing 2017 Predictions
Within the factory, industrial internet of things (IIoT) connectivity has enabled a business transformation, where Industry 4.0 can improve quality, minimize lead times, improve efficiencies, and reduce costs. In the supply chain, IoT provides real-time delivery and performance status. This connectivity enables new business models—such as remote monitoring, and connected, automated services. The vast quantities of data generated and captured by IoT will become a value-generating asset for industrial manufacturers, enabling them to create new business models, enhance existing business processes, reduce costs, and offer new value-added services. Oracle looks at IoT from the business applications out—not the edge devices in. Oracle’s strategy is to help extend the reach of business applications to devices, gather insights from those devices to drive actions inside business applications, and have those applications act securely upon devices.

Blockchain.
A blockchain is a digitized, distributed ledger that records every transaction across a peer-to-peer network. In so many ways, blockchain is a game-changer—it’s reliable, effectively tamperproof, and secure. It removes the ‘third party’ element from all kinds of digital transactions, removing the need for trust when transferring funds or sharing classified information.
According to Tapscott Group CEO Don Tapscott, blockchain has the potential to “revolutionize the world economy.” Conceivably, it could transform how global business transactions are conducted. Currently, some business-to-business transactions are routed through third parties to ensure integrity and protection. These third parties can introduce delays and additional costs.
Blockchain enables the participants in a trusted business network to transact directly, while ensuring the validity and nonrepudiation of their transactions. Once the proposed transactions are validated and agreement is reached on their results, blockchain participants record them in cryptographically-linked blocks that cannot be repudiated.
Because blockchain effectively guarantees data ownership, protects data privacy, and prevents unauthorized duplication, it’s going to enable countless new business models while disrupting many existing ones. For the industrial manufacturing industry, it means revolution across the supply chain. Blockchain has the power to enhance supply chain scalability and efficiency, automate existing processes, and improve transparency, trust, and security. Potential use cases include design IP protection, tracking of product genealogy, production process assurance, supply chain business-to-business transactions, simplifying supplier onboarding, smart contracts, compliance monitoring, and recall management.
“If the blockchain vision holds true, supply chains will become more efficient and automated, costs will be reduced, and an entirely new system of business trust will be enabled.” John Barcus, VP of Industry Solutions, Manufacturing, High Tech, and Automotive, Oracle

3D printing.
Not only is 3D printing changing the way products are designed and manufactured, it’s transforming the competition—and how products are sold. Intellectual property protection must be managed as a critical factor in determining how files are shared. Companies are beginning to print products on demand—disrupting how spare or maintenance parts are supplied. The delivery model is evolving. Companies like Carbon are now offering 3D printing services exclusively, rather than selling the printers themselves.
According to the 2016 Price Waterhouse Coopers (PwC) Manufacturing Institute report, 71.1 percent of manufacturers had already adopted 3D printing. While integration issues have hampered early adopters, 3D printing has disrupted the medical technology, automotive, fashion, and manufacturing industries, and many more are likely to follow.
85 percent of spare parts suppliers will incorporate 3D printing in their businesses within five years. Strategy&: The future of spare parts is 3D

Virtual reality and augmented reality.
It’s easy to dismiss VR and AR as fads—the short-lived Pokémon Go! phenomenon and the flop that was Google Glass adding further fuel to the argument. However, both technologies are finding a host of new practical applications—from Snapchat filters to the heads-up displays in executive cars to the entertainment industry.
But VR and AR are enabling fundamental changes to the way we see things in—and interact with—the real world. When the virtual world can effectively simulate real-world conditions, costs fall dramatically. Training, production, quality, testing, and service are all areas where virtual interaction offers improvements at significantly lower costs—through both simulation, and active engagement with a virtual twin of the product or service.
Writing for Industry Week, Wipro’s K.R. Sanjiv explains how Lockheed Martin and Bosch are using AR-enabled headsets to improve health and safety, and enhance engineer performance.
“This new method increases engineers’ accuracy to 96 percent, while working 30 percent faster.” K.R. Sanjiv, Chief Technological Officer, Wipro

Drones and autonomous cars.
The technology that underpins self-driving vehicles like drones and autonomous cars is being perfected. Drones are fast becoming the delivery mechanism of choice for remote locations. And as the technology evolves, they’ll become even more disruptive—completely replacing the final leg of the delivery supply chain. Autonomous vehicles will take this a step further, as the technologies evolve to change the way businesses, supply chains, cities, and consumers interact with each other. The technologies will impact how we transport, sell, buy, and manufacture products.
In addition, as such technology becomes more commonplace, society itself will have to adapt—new infrastructure and new legislation is necessary if drones and autonomous cars are to be used safely and effectively.
-
Estimated reading time: 4 minutes
Digital Disruption
From the first integrated circuits to modern systems on a chip, from mainframe computers to smartphones and cloud computing, from telephony to the internet and wireless 5G networks, technological advancement has long been a powerful enabler—driving innovation across industrial manufacturing. But it’s about more than the evolution of technology products themselves.
Digitization is having a transformational impact on industrial manufacturers. The fourth industrial revolution, or Industry 4.0, is upon us. It’s changing everything—from the way products are manufactured to the way they’re serviced and sold. Companies must rapidly adapt to new technologies as they emerge—or they run the risk of going out of business. Over half of the Fortune 500 have gone bankrupt, been acquired, or ceased to exist since 2000.
It’s transforming how industrial manufacturing companies innovate, execute operations, and interact with customers, suppliers, and partners. Disruptive digital technologies like cloud computing, IoT, artificial intelligence, and 3D printing are creating opportunities for industrial manufacturing to accelerate innovation, streamline operations, exceed customer expectations, and create new market opportunities and business models. The challenge for legacy industrial manufacturing companies is to adapt their businesses quickly enough to exploit new digital technologies. Younger startups built on cloud-enabled business models have shown how rapidly they can innovate their offerings and meet the evolving needs of the market, while legacy companies struggle to modernize and transform their businesses.
For many, staying competitive means strategic acquisition of these proven newcomers.
Closing the innovation gap means adopting the cloud agility to take advantage of these disruptive new technologies.
Innovation versus efficiency.
Industrial manufacturing is under constant pressure to innovate, but product innovation sometimes comes at the expense of efficiency. If it’s a sliding scale, with innovation leadership at one end and operational efficiency at the other, how can you strike the perfect balance?
First-to-market innovators could arguably be seen as market leaders, but there is such a thing as bringing products to market too soon. Think of Google Glass—Google released their wearable hardware before the market was ready for it. Sometimes, the fast followers can benefit just as much—following in the true innovators’ footsteps, but with a more cost-effective product offering that’s been refined and perfected rather than rushed into production. Apple might have been first to market with the iPhone, but their original innovation triggered a smartphone revolution—it didn’t take the fast followers long to saturate the market with their own attractive offerings.
Whether a first-to-market pioneer or a fast follower, success depends on timing market entry right.
Compliance and sustainability.
Industrial manufacturing companies face a rising flood of new compliance regulations, as countries around the world grapple with growing problems such as e-waste, changes to Restrictions of Hazardous Substances (RoHS) requirements, conflict mineral compliance, and other regulatory requirements. Rules and requirements can vary by state, country, and region. This adds tremendous complexity to the compliance picture, and creates challenges for organizations trying to implement compliance management systems.
It’s not enough just to meet compliance requirements—industrial manufacturing companies must think about sustainability, too. And sustainability isn’t simply about making choices and building processes that are more environmentally friendly. For businesses, sustainability also means eliminating inefficiency, finding more cost-effective solutions, building brand equity, managing risk, and streamlining processes that damage both the environment, and your bottom line. What really matters is recognizing how sustainability is applied across your business—and most critically—how it’s embedded into every stage of your supply chain.
Globalization and the evolving workforce.
Cloud hasn’t just made your competitors more agile, fluid, and innovative—it’s also made them more plentiful. In a globalized, internet-enabled world, competition is no longer limited by geographical proximity. Your next disruptive competitor could come from anywhere.
And these competitors aren’t just rivals where products and services are concerned—they’re also competing for the best talent. There’s a global shortage of engineers with the skills required to get the most from disruptive new technologies, so industrial manufacturing companies are forced both to look further afield for talent, and to get creative in their search. Big data and analytics can be used to identify potential candidates early—sometimes, before they’ve even started looking for work. Many companies are investing in training facilities in developing nations, in the hope that they can hone their own generation of highly-skilled engineers. Meanwhile, the industry is changing to a millennial workforce, and the pressure is on to deliver a highly digitized working experience attuned to the experiences of this new generation of employees.
To stay relevant, industrial manufacturing companies must embrace the cloud—enabling real-time visibility and enhancing external and internal collaboration.
Cybersecurity.
No industry is immune from the threat of cybercrime, and industrial manufacturing is certainly no exception.
The industry is under attack, with some of the information held by the industrial manufacturing industry of considerable value to cybercriminals. And because industrial manufacturing companies are often protective of their IP and exchange data when dealing with suppliers, cybersecurity is a major concern.
And yet, the majority of cyberattacks are preventable. Many successful cyberattacks only find a way in because their victims failed to keep up to date with critical security patches. To effectively secure their sensitive data, industrial manufacturing companies must partner with a proven cloud provider with a business built and developed around data security, and use cloud services for automatic assurance that the latest patches are downloaded and applied.
To ensure users are working in the most secure environment, Oracle Public Cloud features automated installation of critical security patches—helping users stay secure by default.
-
Estimated reading time: 6 minutes
Underpinning the Manufacturing Revolution
Industry 4.0 is the foundation of the industrial manufacturing revolution. Manufacturers suddenly have access to unprecedented quantities of data, and the insights on offer deliver incredible new value generation opportunities.
It’s considered the fourth industrial revolution for a reason.
The first industrial revolution—the one that spawned the term—saw the advent of machines capable of carrying out repeatable tasks on a large scale. It enabled mass production and greatly enhanced quality control. The introduction of the assembly line brought process-based efficiency to manufacturing, maximizing cost effectiveness and allowing human workers to specialize in specific tasks. Computerization revolutionized design, allowing for far greater accuracy—helping reduce tolerances and push the capabilities of both humans and machines.
Industry 4.0 takes a profound step forward. The cyber-physical ‘smart factory’ monitors manufacturing processes and makes decisions on its own, intervening to prevent production errors, optimize the supply chain, and enhance quality control. Connected through the internet of things, physical systems use a wealth of real-time data to support human decision-making and even make their own decisions—solving difficult problems and carrying out tasks that are too dangerous or difficult for humans to complete.
By connecting devices with manufacturing processes, Oracle's Smart Connected Factory solution helps industrial manufacturers better predict and resolve maintenance requirements, correlate quality issues to machine and environmental factors, reduce downtime, and improve quality.
Data is arguably the world’s most valuable currency right now, and that’s equally true for industrial manufacturers. Industry 4.0 combines information technology (IT) and operational technology (OT), providing data insights with the capacity to unlock exciting new value opportunities. It’s an opportunity to reduce complexity, enhance production rates, and encourage innovation. But most of all, it’s a chance to transform business processes from a manufacturing-centric approach to a customer-centric, demand-driven one.
“Industry 4.0 is more than just a flashy catchphrase. A confluence of trends and technologies promises to reshape the way things are made.” Cornelius Baur and Dominik Wee, McKinsey & Company
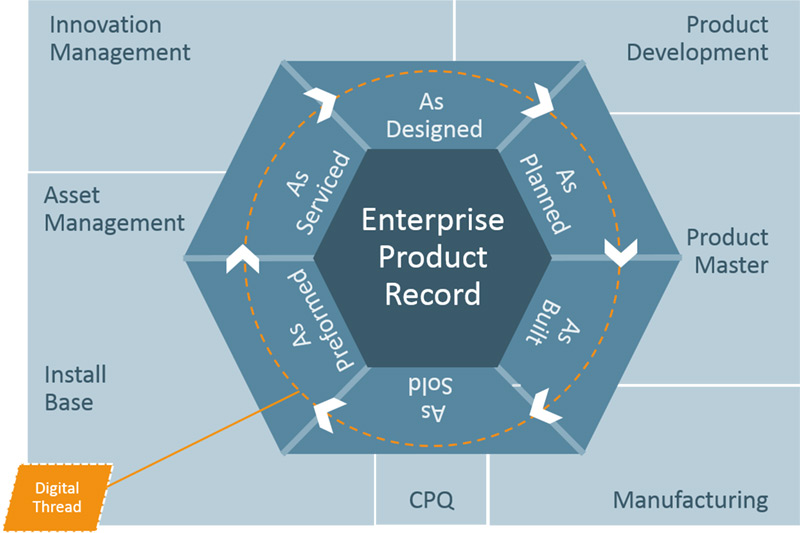
The digital thread.
Put simply, the digital thread is about creating a connected data flow across every aspect of a product’s life—from initial concept to design and manufacture, through sales and distribution, customer utilization, and servicing. Internet of things products, processes, and even entire factories mean that once-siloed processes are now connected through digitization.
For manufacturers, the digital thread presents an opportunity to capture and analyze reams of new data across the product lifecycle—delivering the right insights, at the right place, at the right time.
The digital thread is a chance to enhance collaboration, transparency, and planning with a model-based enterprise (MBE) and 3D model-based definition (MBD).
The possibilities are significant. With the help of detailed usage data, we can design and create better products—we have an opportunity to better understand customer requirements and experiences, designers can make more informed decisions, and manufacturers can minimize risk and expense.
But the digital thread is a twofold opportunity for industrial manufacturing. As well as delivering the ability to design and innovate more quickly, respond to insights in real time, automate processes, and reduce time to market, the internet of things-driven digital thread will increase demand for the sensors and other hardware that enable connected devices. It’s a significant growth area for the industrial manufacturing sector.
Enterprise product record.
Industrial manufacturers can use an enterprise product record to track the digital thread and make best use of its insights. It’s a complete record of the product lifecycle, closing the loop of the digital thread and feeding the innovation process.
It tracks the product as shown in the diagram below:
The digital twin.
The aim of the digital twin is to provide a virtualized environment in which to design, build, and test products, and to monitor live hardware at the customer. A digital twin is a virtual representation of a physical asset or piece of equipment that enhances traditional analytics approaches. The object model includes multi-faceted views into current, historical, and predictive data, as well as operational and behavioral dimensions of that asset. This enables design engineers to simulate and identify potential issues earlier in the design process, and allows remote users to prevent failures before they occur—monitoring the health of product assets at the customer, and running ‘what-if’ simulations in the context of business processes. With a digital twin, organizations have a new operational paradigm to interact with the physical world, allowing accelerated product design cycles, lower operational and capital expenditures, minimizing downtime, and optimizing asset performance.
With a digital twin, industrial manufacturing companies have an effective sounding board against which to test and develop new products and monitor live assets. They can use it to assess the capabilities of existing systems, simulate results, determine product sustainability, and refine designs on a continuous, ongoing basis.
Accelerating innovation with the digital thread and digital twin.
With the insights provided by the digital thread and digital twin, industrial manufacturing can make better, more accurate decisions—focusing on the best ideas, investing in the right areas, and effectively accelerating innovation.
Building a smart connected factory requires a modern cloud platform capable of tracking the product lifecycle from ideation to obsolescence.
The result is an opportunity to bring the right products to market at the right time, enhancing customer satisfaction.
Oracle provides a range of industry solutions to support industrial manufacturing in the digital age. They utilize a modern cloud platform that combines SaaS applications with IoT, social collaboration, analytics, and mobile cloud services to enable accelerated innovation, and streamlined operations.
Digital Innovation to Launch enables a digital thread to track the complete lifecycle of products from idea inception through release, in-field use, and service. This closed-loop innovation cycle integrates quality data, user feedback, IoT-enabled product usage analysis, and collaboration across the value chain.
Digital Supply Chain modernizes supply chain processes to competitively meet current and future requirements by aligning business strategy with supply chain execution metrics, enabling integrated business planning, and leveraging blockchain technology.
Connected Smart Factory helps industrial manufacturers better predict and resolve maintenance requirements, correlate quality issues to machine and environmental factors, reduce downtime, and improve quality.
Connected Digital Service enables manufacturing companies to dive deeper into the insights provided by connected devices, and allows for increased visibility, self-help capabilities, automatic engagement, and preventative and predictive maintenance.
“Oracle continues to push the boundaries of IoT to help our customers significantly simplify their IoT deployments. By receiving real-time data streams enhanced with predictive insights, they can reach new levels of intelligence and a much quicker realization of ROI.” Bhagat Nainani, Group VP of IoT Applications, Oracle
-
Estimated reading time: 3 minutes
New Business Models, New Opportunities
Revolutionary technologies including cloud and the internet of things are empowering industrial manufacturers to develop new business models, including delivery of products as-a-service. The subscription or usage-based ‘as-a-service’ model allows industrial manufacturers to develop recurring revenue streams that are less susceptible to seasonality or fluctuations in demand. And for business buyers and consumers, products become more attainable—a subscription-based payment structure is often more palatable than an expensive, one-off investment.
We’ve seen time and again how disruptive these new business models can be. The examples are familiar, but bear repeating. Empowered by cloud, agile startups like Uber, Airbnb, Netflix, and others emerged from nowhere to turn their respective industries upside-down. The same thing could happen just as quickly in industrial manufacturing.
"By 2018, 40 percent of top 100 discrete manufacturers will provide product-as-a-service platforms." IDC FutureScape: Worldwide Manufacturing
Product-as-a-service.
Thanks to the industrial internet of things, industrial manufacturers can anticipate customers’ needs ahead of time, and deliver products through the subscription-based ‘service’ model. The product-as-a-service model is a fantastic opportunity for industrial manufacturers to deliver new value-added services outside of traditional aftermarket parts and maintenance—helping them differentiate from competitors and offer more proactive customer engagement.
Increasingly, it’s less about selling products, and more about the business outcomes those products will deliver. And as the product-as-a-service delivery model begins to proliferate, traditional pricing models will become increasingly passé—instead of paying for products, customers will expect to pay for performance.
Oracle's Lead-to-Cash for the Digital Age solution provides the foundation for an omnichannel customer experience, and gives your company the flexibility to support new revenue models—such as product-as-a-service. Oracle Marketing, Sales, and CPQ Clouds empower direct sales and channels partners to engage customers earlier with smarter selling practices, while better managing the sales force through insights into pipeline and performance. Order Management Cloud orchestrates the resultant orders across fulfilment systems, with Monetization Cloud Service enabling the product-as-a-service revenue model. Oracle Commerce Cloud rounds out the solution by empowering manufacturers to create exceptional online buying experiences for both consumers and businesses.
As-a-service opportunities include:
Maintenance By monitoring equipment in real time, industrial manufacturers can determine maintenance needs and offer intelligent, predictive maintenance—far more responsive and user-friendly than a traditional maintenance schedule.
Customization The industrial internet of things enables constant, day-to-day collaboration between manufacturers and customers, enabling ongoing customization and optimization.
Usage-based By leveraging these asset-monitoring IoT channels, manufacturers are able to provide their products to customers on a usage basis—allowing the customer to move from a capital equipment purchase to an operational expense.
Performance Delivering products as-a-service allows for predictive performance management, regardless of project size or equipment type.
Customer experience.
Potential customers are no longer simply visiting resellers or contacting sales reps, as they’ve done in the past. They’re doing much more upfront research on their own, and any influence needs to begin well before the buying cycle starts—true in both B2B and B2C interactions. Compounding this are millennials entering the business world, and demanding the simplified buying experiences they’ve become accustomed to. And in this age of social networking and constant connectivity, customer feedback is immediate. Years of brand building can be destroyed by one careless act, or by ignoring a series of complaints. The result is that industrial manufacturers have become hyper focused on the customer.
Providing a user-friendly omnichannel experience—along with proactive monitoring and relationship cultivating—is critical to success. Customers expect complete solutions, where hardware, software, and services are bundled and work seamlessly together. More complete insights into these customer behaviors is also driving supply chain and innovation to more effectively match product/service offerings and delivery to the needs of customers.
Integrating Mergers and Acquisitions
Mergers and acquisitions (M&A) are an opportunity for industrial manufacturers to gain market position, access higher-growth markets, or adopt the technologies and capabilities of agile, cloud-native startups.
But M&A poses its own difficulties. Many established manufacturers struggle to integrate their acquisitions—their legacy, on-premises systems find it difficult to work with the enterprise resource planning (ERP) systems of the companies they’ve absorbed.
Pursuing innovation through mergers and acquisitions is only sustainable if manufacturers adopt the business agility necessary to integrate often diverse IT architecture.
79 percent of companies have three or more order capture and three or more order fulfillment systems. Supply Chain Management Review
Whether their business plans include M&A or not, business users need a single order management hub with global order promising, capable of bridging business systems to reduce lead times and fulfillment errors, minimize cost, and increase customer satisfaction. In a market that demands agility and flexibility, the ability to integrate diverse business systems and platforms is crucial.
Oracle offers a cloud platform capable of orchestrating orders across multiple ERP systems, while providing a single quote and order hub to improve lead-to-cash processes and provide a consistent, seamless experience across multiple business systems.
-
Estimated reading time: 3 minutes
Reimagining the Supply Chain
Traditionally, the supply chain was a linear string of processes: design, plan, source, build, deliver, et cetera. But in our new digital world, such an approach is no longer practical—or necessary. The supply chain is becoming increasingly interconnected—more fluid, more organic, and much less rigid.
The digital supply network.
According to Deloitte University Press, digital supply networks:
“integrate information from many different sources and locations to drive the physical act of production and distribution.” Deloitte University Press, The rise of the digital supply network.
This new take on the supply chain is empowered and enabled by the industrial internet of things—connected factories, processes, machines, vehicles, and products providing a constant stream of feedback and information to help businesses optimize their supply chain processes. The digital supply network allows for far greater collaboration between channel partners, original equipment manufacturers (OEMs), and suppliers, helping to deliver products and services as needed—meeting or exceeding consumer expectations.
But there’s a whole host of factors that must come together to enable true supply chain optimization.
They include:
Blockchain. Blockchain provides anonymity and transactional security, essentially removing the need for trust from all manner of fiscal and data transactions. It helps to deliver unprecedented supply chain transparency for global component suppliers, but in so doing may disrupt larger distributors. It’s another in a long line of digital levelers.
Shipping and logistics. As the subscription-based ‘as-a-service’ model is more widely adopted, shipping and logistics must be addressed accordingly. Manufacturers will be expected to deliver products and components direct to consumer, and in a timely fashion. New technologies mean traditional shipping and logistics can be disrupted, updated, and reassessed.
Outsourced manufacturing. Outsourced manufacturing—in which agile startups minimize cost and complexity by having larger, more established manufacturers produce components on their behalf—remains common. However, smooth collaboration and transparency between original equipment manufacturers (OEMs), electronics manufacturing services (EMSs) and original design manufacturers (ODMs) is a challenge. The digital supply network will address these complexities, allowing the free transfer of information between each stage of the supply chain.
To embrace and monetize the digital supply network to its full extent, industrial manufacturers must use cloud to reduce the complexity of current supply chain applications.
The benefits of optimized digital supply networks:
reduced transaction costs
real-time insights
enhanced partner collaboration
product innovation
greater freedom for agile newcomers.
Conclusion.
As we’ve seen, the fourth industrial revolution has brought change to industrial manufacturing—whether businesses are ready for it or not. New technologies and new business models act as both enablers and disruptors—threatening to upset the status quo, but presenting significant opportunities for those with the freedom to capitalize on them.
But manufacturers are risk-averse and cash-conservative. They’re reluctant to invest in leading edge IT, and the complexity of integration with legacy systems means there are significant barriers to innovation.
New technologies such as 3D printing, the internet of things, and artificial intelligence are driving a manufacturing revolution. But without the right architecture, skillsets, talent, and global supply chain processes in place to capitalize on the technologies and data streams available to them, manufacturers risk missing out on this grand opportunity.
The scalability, flexibility, agility, and cost-effectiveness that cloud provides will ensure industrial manufacturers have a modern platform that’s ready for the future—whatever it might bring.
-
Estimated reading time: 2 minutes
The Latest News and Updates
Adapting to industrial manufacturing’s rapid and continued transformation—and thriving in this new, tech-enabled world—will require all the insights and information available to you. But it’s impossible to read everything. That’s why we’ve hand-picked a selection of links to provide you with the best information and opinions on the hottest topics in industrial manufacturing.
Will blockchain for supply chain change everything?
Discover how blockchain—the technology that underpins disruptive cryptocurrencies like Bitcoin—could revolutionize supply chain processes. John Barcus—Vice-President, Industry Solutions, Manufacturing, High Tech, and Automotive at Oracle—explores how blockchain enables new levels of trust, transparency, and efficiency capable of significantly transforming how companies do business.
Read the full article and find out more about the future of the supply chain.
Adapting manufacturing for the digital age.
Like it or not, change is being forced upon manufacturers, and businesses must be prepared to adapt—or perish. Read John Barcus’ exploration of how digitization is transforming the industry, and how manufacturing can adapt for the digital age. With new business and revenue models to adapt, smarter interactions between machines and processes to develop, and value chain collaboration to enhance, those who act now stand to benefit considerably.
Read the article and discover the new face of manufacturing.
Deliver an omnichannel customer experience.
High technology and industrial manufacturers must seek new ways to engage customers earlier in the sales cycle, and make order orchestration and execution as seamless as possible. Oracle Lead to Cash for the Digital Age acts as the foundation for your omnichannel customer experiences. Find out how Oracle’s cloud platform can help your business automate sales processes, enhance marketing engagement, enable new purchase models, and more.
Build a smart connected factory.
By connecting devices to processes, manufacturers can build a smart connected factory capable of delivering deep insights across the product lifecycle. Find out how Oracle’s Smart Connected Factory solution helps manufacturing companies better predict and resolve maintenance requirements, correlate quality issues to machine and environmental factors, reduce downtime, and improve quality.
Bring digital innovation to launch.
Digitization is shrinking product lifecycles, and forcing industrial manufacturing companies to accelerate the pace of innovation. Oracle's Digital Innovation to Launch solution is a modern cloud platform that enables a digital thread to track the product lifecycle—from idea inception through release, in-field use, and service. Discover how Oracle’s cloud solutions can help you build an innovation pipeline, better plan and manage product releases, quality management, and resources, and drive best practices.